These two classes of engines used 33" drivers. 33" rims are available from NWSL, the closest driver centers I could find were 36" C-16 drivers sold by PSC. This page summarizes the process of turning down the centers to 33". (All image thumbnails can be clicked to see the larger photo)
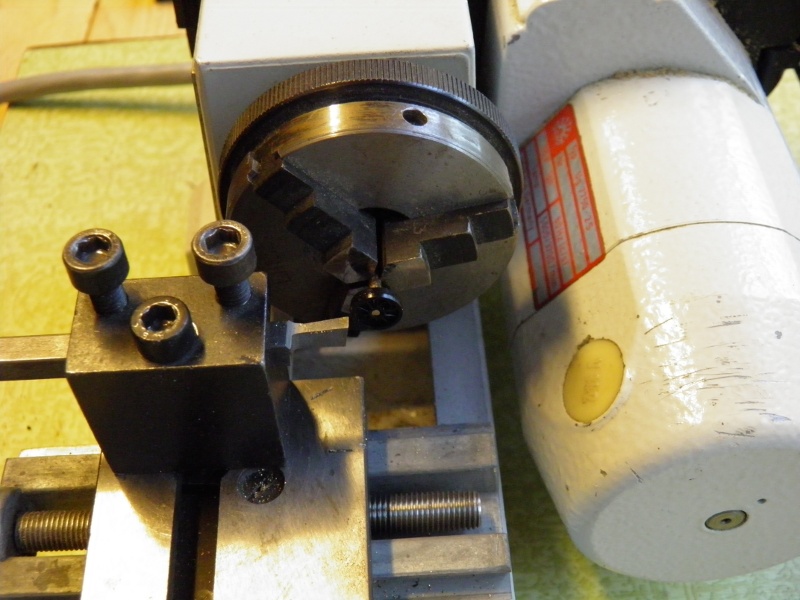
1. Hand drill out the center of each driver to 1/16" of an inch and then reverse mount the driver in the lathe so that the drivers is milled from the inside edge to the outside edge. Matching the inside profile of the NWSL tires leads to the driver having a larger diameter at the outside edge, so milling from the inside edge to the outside edge ensures that the milling bit is trying to pry the driver off its mounting.
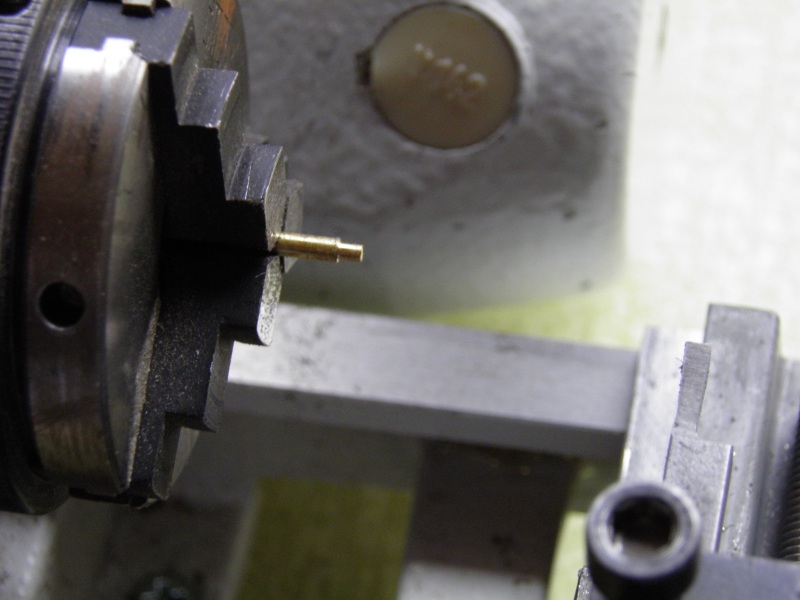
2. Each center is pressed onto a tire, forming a driver and the driver is remounting a test spun in the lathe to check for wobbling. At this point, the drivers that will be on the middle axles of the six wheelers are blinded by removing the tire rim while on the lather. Once drivers are done, the next step is to turn the 3/32" brass axle ends down to 1/16". Typically, this shoulder is between 2 and 2.25 mm long.
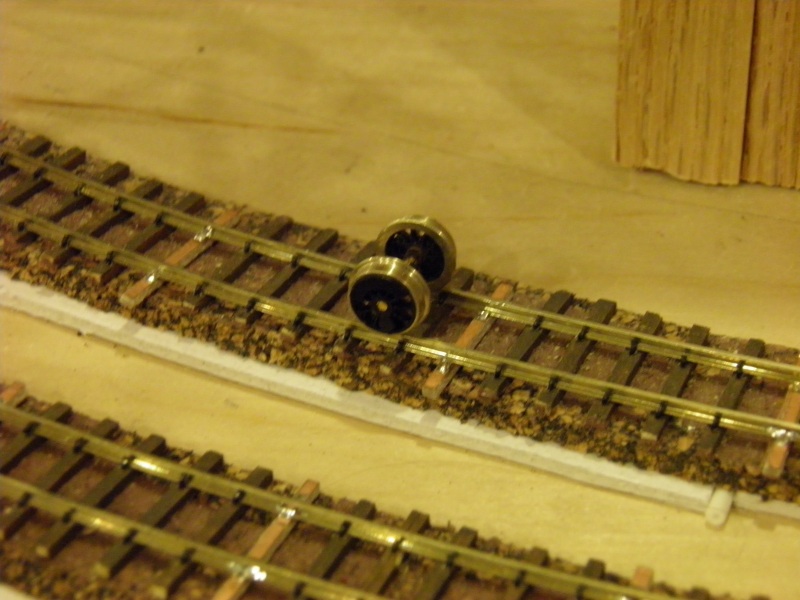

3. Press the drivers onto the axle and check with both an NMRA gauge as well as rolling on the layout.


4. add crankpins, remove one of the drivers and use a pin vise with a #64 bit to hand drill out the opening for the crankpin, using the axle as a guide to ensure the crankpin is parallel to the axle. For crankpins, I used 1mm screws from Alan Gibson shop in the UK. Repeat the process with the other driver.
5. Once the crankpins are added, quartering can be done by eye, using the crankpins as guides.